TOBO ग्रुप
TOBO इंटरनेशनल ट्रेडिंग (Shanghia) कं, लिमिटेडTianda तेल पाइप कं, लिमिटेड
TOBO पाइपलाइन उपकरण कं, लिमिटेड TPCO और टिस्को पाइप (तिआनजिन) कं, लिमिटेड



| उत्पत्ति के प्लेस: | चीन / जापान / जर्मनी |
|---|---|
| ब्रांड नाम: | TOBO/TPCO/TISCO/VALIN/METAL |
| प्रमाणन: | ISO/PED/TUV/SGS/LR/BV |
| मॉडल संख्या: | INCONEL मिश्र धातु 625 |
| न्यूनतम आदेश मात्रा: | 1 टन |
| मूल्य: | Depending on quantity |
| पैकेजिंग विवरण: | प्लाई लकड़ी के मामले या फूस |
| प्रसव के समय: | मात्रा के आधार पर 10-100 दिनों |
| भुगतान शर्तें: | एल/सी, टी/टी, पश्चिमी संघ |
| आपूर्ति की क्षमता: | प्रति माह 10000 टन |
| प्रोडक्ट का नाम: | INCONEL मिश्र धातु 625 स्टील प्लेट | उत्पाद प्रकार: | स्टील प्लेट |
|---|---|---|---|
| मानक: | एएसटीएम बी443 एएमएस 5599 बीएस3072 | रीमिंग: | फ़ीड - ड्रिलिंग के समान - 100 एसएफएम |
| ड्रिलिंग: | 1/4 "डाय होल - 0.004"/रेव फीड - 60 एसएफएम 1/2" डाया होल - 0.007 "/ रेव फीड - 60 | स्टील मानक: | एबीएस, एलआर, डीएनवी, बीवी, जीएल, सीसीएस, केआर, एनके, रीना |
| सतह का उपचार: | हॉट रोल्ड और कोटेड या शॉट ब्लास्टिंग और पेंटिंग | आवेदन: | निर्माण |
| हाई लाइट: | स्टेनलेस स्टील ब्राइट बार्स,स्टेनलेस स्टील फ्लैट बार |
||
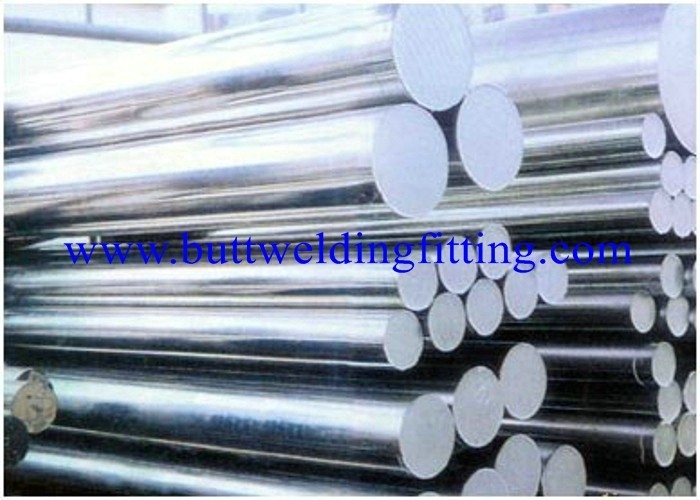
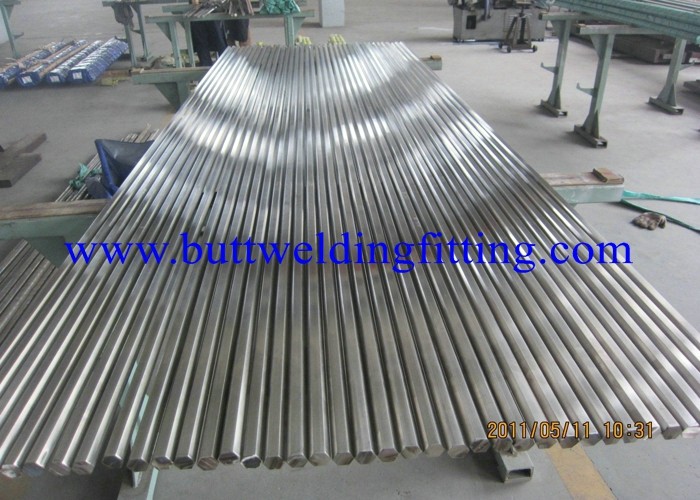
INCONEL मिश्र धातु 625 स्टील बार एएसटीएम बी 446 एएमएस 5666 बीएस 3076 एसजीएस / बीवी / एबीएस / एलआर / टीयूवी / डीएनवी / बीआईएस / एपीआई / पेड
उच्च प्रदर्शन मिश्र स्टॉक और निम्न रूपों में इस ग्रेड का उत्पादन करता है: बार, तार, शीट, प्लेट, कॉइल, फास्टनरों और फोर्जिंग। इस ग्रेड पर अनुरोध बोली।
अवलोकन
एक सामग्री जिसमें प्रतिरोध करने के लिए उत्कृष्ट प्रतिरोध है, दरार और जंग खुर है। कार्बनिक और खनिज एसिड की एक विस्तृत श्रृंखला में अत्यधिक प्रतिरोधी। अच्छा उच्च तापमान ताकत।


लक्षण
अनुप्रयोगों
विशेष विवरण
प्रपत्र | मानक |
|---|---|
धातु का प्रकार | UNS N06625 |
बार | एएसटीएम बी 446 एएमएस 5666 बीएस 3076 |
तार | AMS 5837 |
चादर | एएसटीएम बी 443 एएमएस 5599 बीएस 3072 |
प्लेट | एएसटीएम बी 443 एएमएस 5599 बीएस 3072 |
पाइप | ASTMB444 ASTM B704 AMS 5581 BS3074 GEB50TF133 |
ट्यूब | ASTM B444 ASTM B704 AMS 5581 BS3074 GEB50TF133 |
फिटिंग | एएसटीएम बी 366 दीन 17754 |
फोर्जिंग | |
वेल्ड तार | |
वेल्ड इलेक्ट्रोड | |
एनए 21 | सभी अवस्थाएं |
शोर | 2.4856 |
रसायन विज्ञान
रासायनिक आवश्यकताएँ | |||||||
|---|---|---|---|---|---|---|---|
नी | फे | सीआर | सी | मो | Mn | सी | |
मैक्स | 5.0 | 23.0 | 0.50 | 10.0 | 0.50 | 0.10 | |
मिन | 58.0 | 20.0 | 8.0 | ||||
तन्यता डेटा
यांत्रिक संपत्ति आवश्यकताएँ | |||||
|---|---|---|---|---|---|
अंतिम तन्यता | यील्ड स्ट्रेंथ (0.2% OS) | Elong। 2 में या 50 मिमी या 4 डी, मिनट।,% | आर / ए | कठोरता | |
कोल्ड वर्क / एनील्ड | |||||
मिन | 120 केएसआई | 60 केसी | 30 | ||
मैक्स | |||||
मिन | |||||
मैक्स | |||||
गरम काम / घोषित | |||||
मिन | 120 केसी | 60 केसी | 30 | ||
मैक्स | |||||
मिन | |||||
मैक्स | |||||
मशीनिंग
मशीनीयता रेटिंग
निकल और कोबाल्ट बेस जंग, तापमान और पहनने के लिए प्रतिरोधी मिश्र धातुओं को मुश्किल से मध्यम के रूप में वर्गीकृत किया जाता है, हालांकि मशीनिंग, हालांकि, इस बात पर जोर दिया जाना चाहिए कि इन मिश्र धातुओं को संतोषजनक दरों पर पारंपरिक उत्पादन विधियों का उपयोग करके बनाया जा सकता है। मशीनिंग के दौरान ये मिश्र धातु तेजी से काम करते हैं, काटने के दौरान उच्च गर्मी उत्पन्न करते हैं, काटने वाले उपकरण की सतह पर वेल्ड करते हैं और अपनी उच्च कतरनी शक्तियों के कारण धातु हटाने के लिए उच्च प्रतिरोध प्रदान करते हैं। निम्नलिखित प्रमुख बिंदु हैं जिन्हें मशीनिंग संचालन के दौरान माना जाना चाहिए:
क्षमता - मशीन को अधिक से अधिक कठोर और प्रबल होना चाहिए।
योग्यता - काम का टुकड़ा और उपकरण कठोर होना चाहिए। उपकरण की अधिकता कम से कम करें।
TOOL SHARPNESS - सुनिश्चित करें कि उपकरण हर समय तेज हों। आवश्यकता से बाहर नियमित अंतराल पर तेज उपकरणों को बदलें। 0.015 इंच की पहनने वाली भूमि को सुस्त उपकरण माना जाता है।
उपकरण - अधिकांश मशीनिंग कार्यों के लिए सकारात्मक रेक कोण उपकरण का उपयोग करें। नकारात्मक कटौती कोण उपकरण आंतरायिक कटौती और भारी स्टॉक हटाने के लिए विचार किया जा सकता है। अधिकांश अनुप्रयोगों के लिए कार्बाइड-इत्तला दे दी जाती है। उच्च गति उपकरण का उपयोग कम उत्पादन दरों के साथ किया जा सकता है, और अक्सर आंतरायिक कटौती के लिए सिफारिश की जाती है।
पॉजिटिव सीयूटीएस - पॉजिटिव कटिंग एक्शन को बनाए रखने के लिए भारी, निरंतर, फीड्स का उपयोग करें। यदि फ़ीड धीमा हो जाता है और उपकरण कट में रहता है, तो काम करना कठिन हो जाता है, उपकरण का जीवन बिगड़ जाता है और करीब सहनशीलता असंभव होती है।
स्नेहन - स्नेहक वांछनीय हैं, घुलनशील तेलों की सिफारिश की जाती है खासकर कार्बाइड टूलींग का उपयोग करते समय। विस्तृत मशीनिंग पैरामीटर टेबल्स 16 और 17 प्रस्तुत किए गए हैं। सामान्य प्लाज्मा काटने की सिफारिशें तालिका 18 में प्रस्तुत की जाती हैं।
| तालिका 16 | |
|---|---|
| आवश्यक उपकरण और मशीन की स्थापना | |
| संचालन | कार्बाइड उपकरण |
| गंभीर रुकावट के साथ, पर्याप्त | टर्निंग या फेसिंग सी -2 और सी -3 ग्रेड: नेगेटिव रेक स्क्वायर इंसर्ट, 45 डिग्री एससीईए 1, 1/32 इन, नाक रेडियस। उपकरण धारक: 5 डिग्री नकारात्मक। बैक रेक, 5 डिग्री नेगेटिव। साइड रेक। गति: 30-50 एसएफएम, 0.004-0.008 इंच, कट की गहराई में 0.150। ड्राई 2, ऑयल 3 या वॉटर-बेस कूलेंट 4। |
| सामान्य खुरदरापन | टर्निंग या फेसिंग सी -2 या सी -3 ग्रेड: नेगेटिव रेट स्क्वेयर इंसर्ट, 45 डिग्री एससीईए, 1/32 इन नाक रेडियस। उपकरण धारक: 5 डिग्री नकारात्मक। बैक रेक, 5 डिग्री नेगेटिव। साइड रेक। गति: सेट अप की कठोरता पर निर्भर करता है, एसएफ में 90 एसएफएम, फ़ीड में, 0.150 में कटौती की गहराई। सूखा, तेल, या पानी के आधार शीतलक। |
| फिनिशिंग | टर्निंग या फेसिंग C-2 या C-3 ग्रेड: पॉजिटिव रेक स्क्वायर इंसर्ट, यदि संभव हो तो, 45 डिग्री SCEA, 1/32 इन, नाक त्रिज्या। उपकरण धारक: 5 डिग्री पॉज़। बैक रेक, 5 डिग्री पॉज़। साइड रेक। गति: 95-110 sfm, 0.005-0.007 में फ़ीड, लियो इन, कट की गहराई। सूखा या पानी-आधार शीतलक। |
| रफ बोरिंग | C-2 या C-3 ग्रेड: यदि टाइपिंग बोरिंग बार डालें, तो सबसे बड़ा संभव SCEA और 1/16 इन, नाक त्रिज्या के साथ मानक सकारात्मक रेक टूल का उपयोग करें। यदि उपकरण पट्टी को बांधा जाता है, तो 0 डिग्री बैक रेक, 10 डिग्री पॉज़ पीसें। साइड रेक, नाक की त्रिज्या में 1/32 और सबसे बड़ा संभव SCEA। गति: सेटअप की कठोरता के आधार पर 70 sfm, 0.005-0.008 में फ़ीड, 1/8 इंच की गहराई, कट की गहराई। सूखा, तेल या पानी के आधार शीतलक। |
| बोरिंग खत्म करो | सी -2 या सी -3 ग्रेड: इंसर्ट टाइप रेक टूल्स पर स्टैंडर्ड पॉजिटिव रेक टूल्स का इस्तेमाल करें। खत्म मोड़ के लिए और पीछे की रेक को छोड़कर के रूप में brazed उपकरण पीस 0 डिग्री पर सबसे अच्छा हो सकता है। गति: 95-110 sfm, 0.002-0.004 फ़ीड में। जल-आधार शीतलक। |
| टिप्पणियाँ: | |
| 1 SCEA - साइड कटिंग एज एंगल या टूल का लीड एंगल। 2 किसी भी बिंदु पर जहां ड्राई कटिंग की सिफारिश की जाती है, उपकरण पर निर्देशित एक एयर जेट पर्याप्त उपकरण जीवन प्रदान कर सकता है। वाटर-बेस कूलेंट की धुंध भी प्रभावी हो सकती है। 3 तेल शीतलक प्रीमियम गुणवत्ता होना चाहिए, अत्यधिक दबाव योजक के साथ सल्फोक्लोरेटेड तेल। 50 से 125 एसएसयू से 100 डिग्री एफ पर एक चिपचिपापन। 4 वाटर-बेस कूलेंट में प्रीमियम गुणवत्ता, सल्फोक्लोराइनेटेड पानी में घुलनशील तेल या अत्यधिक दबाव वाले एडिटिव्स के साथ रासायनिक इमल्शन होना चाहिए। 15: 1 मिश्रण बनाने के लिए पानी के साथ पतला। वाटर-बेस कूलेंट के कारण बाधित कटों में कार्बाइड टूल्स की चिपिंग और तेजी से विफलता हो सकती है। | |
| तालिका 17 | |
|---|---|
| आवश्यक उपकरण और मशीन की स्थापना | |
| संचालन | कार्बाइड उपकरण |
| मिलिंग का सामना करना | कार्बाइड आमतौर पर सफल नहीं होता है, सी-ग्रेड काम कर सकता है। सकारात्मक अक्षीय और रेडियल रेक, 45 डिग्री कोने के कोण, 10 डिग्री राहत कोण का उपयोग करें। गति: 50-60 sfm। फ़ीड: 0.005-0.008 इन। तेल या वॉटरबेस कूलेंट कार्बाइड कटर दांतों के थर्मल शॉक नुकसान को कम करेंगे। |
| अंत मिलिंग | अनुशंसित नहीं है, लेकिन अच्छे सेटअप पर सी -2 ग्रेड सफल हो सकते हैं। सकारात्मक रेक का उपयोग करें। गति: 50-60 sfm। फ़ीड: उच्च गति वाले स्टील के समान। तेल या पानी-बेस कूलेंट थर्मल शॉक नुकसान को कम करेगा। |
| ड्रिलिंग | सी -2 ग्रेड की सिफारिश नहीं की गई है, लेकिन कोई बड़ी गहराई नहीं होने पर कठोर ड्रिल पर टैप ड्रिल सफल हो सकता है। वेब को थ्रस्ट को कम करने के लिए पतला होना चाहिए। बिंदु पर कोण शामिल 135 डिग्री का उपयोग करें। गन ड्रिल का उपयोग किया जा सकता है। गति: 50 sfm। तेल या पानी के आधार शीतलक। कूलेंट-फीड कार्बाइड इत्तला दे दी गई ड्रिल कुछ सेटअपों में किफायती हो सकती है। |
| reaming | C-2 या C-3 ग्रेड: इत्तला दे दी गई राइमर, ठोस कार्बाइड राइमर को अच्छे सेटअप की आवश्यकता होती है। उपकरण ज्यामिति उच्च गति स्टील के समान है। गति: 50 sfm। फ़ीड: उच्च गति वाले स्टील के समान। |
| दोहन | अनुशंसित नहीं, मशीन थ्रेड्स, या उन्हें रोल-फ़ॉर्म करें। |
| बिजली की निर्वहन मशीनिंग | किसी भी पारंपरिक विद्युत निर्वहन मशीनिंग प्रणाली (ईडीएम) या तार (ईडीएम) का उपयोग करके मिश्र धातुओं को आसानी से काटा जा सकता है। |
| टिप्पणियाँ: | |
| 5 M-40 श्रृंखला हाई स्पीड स्टील्स में लेखन के समय M-41, M-42, M-43, M-44, M-45 और M-46 शामिल हैं। दूसरों को जोड़ा जा सकता है और समान रूप से उपयुक्त होना चाहिए। 6 तेल शीतलक एक प्रीमियम गुणवत्ता, अत्यधिक दबाव योजक के साथ सल्फोक्लोरेटेड तेल होना चाहिए। 50 से 125 एसएसयू तक 100 डिग्री एफ पर एक चिपचिपापन। 7 वॉटर-बेस कूलेंट में प्रीमियम गुणवत्ता, सल्फोक्लोराइनेटेड पानी में घुलनशील तेल या अत्यधिक दबाव एडिटिव्स के साथ रासायनिक इमल्शन होना चाहिए। 15: 1 मिश्रण बनाने के लिए पानी के साथ पतला। | |
| तालिका 18 | |
|---|---|
| प्लाज्मा आर्क कटिंग | |
| हमारी मिश्र धातु को किसी भी पारंपरिक प्लाज्मा आर्क कटिंग सिस्टम का उपयोग करके काटा जा सकता है। आर्गन और हाइड्रोजन गैसों के मिश्रण का उपयोग करके सबसे अच्छी चाप गुणवत्ता प्राप्त की जाती है। हाइड्रोजन गैसों के लिए नाइट्रोजन गैस को प्रतिस्थापित किया जा सकता है, लेकिन कट की गुणवत्ता थोड़ी बिगड़ जाएगी। दुकान हवा या किसी भी ऑक्सीजन असर गैसों जब प्लाज्मा इन मिश्र धातुओं को काटने से बचा जाना चाहिए। | |